جزو اولین صنایعی است که بشر توانست با استفاده از یک دوک چوبی ساده تعداد زیادی از الیاف را به دور هم بتابد و نخ تولید کند. این روش ریسندگی تا قرنها ادامه داشت تا در قرن 18 ماشین ریسندگی اختراع شد. استفاده از این ماشینها باعث افزایش سرعت تولید، افزایش مرغوبیت نخ و کاهش هزینه شدهاست. ماشین آلات مورد استفاده در خط ریسندگی به نوع نخ تولیدی بستگی دارد و واضح است که ماشینهای بهکار گرفته شده در ریسندگی بسته به نوع نخ تولیدی باهم متفاوتند.
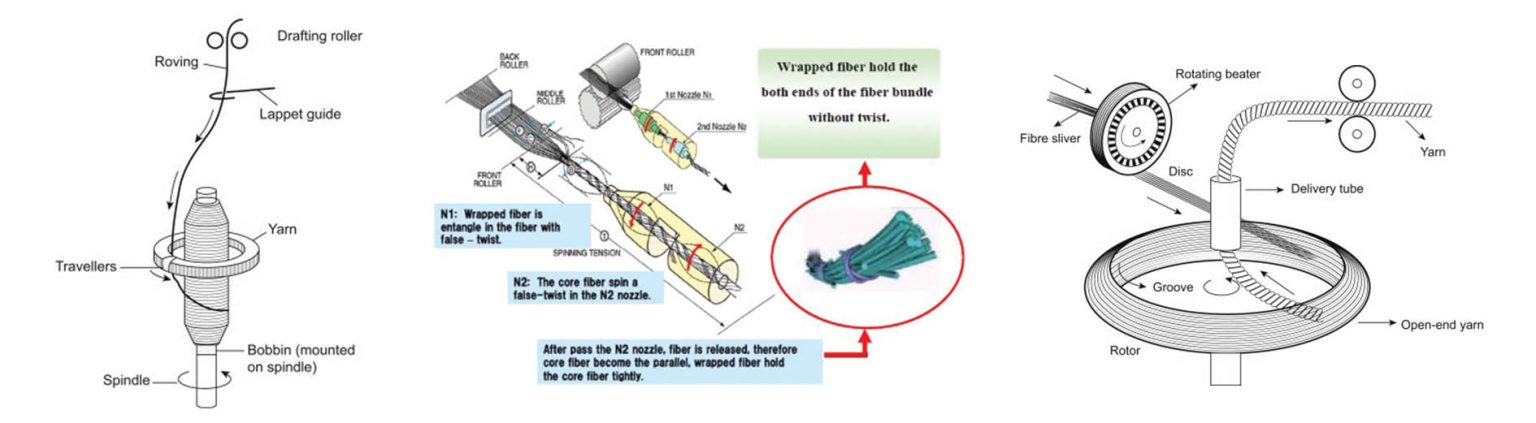
سیستم ریسندگی رینگ از دیرباز برای تولید نخ در سیستم ریسندگی الیاف کوتاه مورد استفاده قرارگرفته است اما با افزایش تقاضا موانعی برای تولید انبوه نخ در این سیستم بوجود آمد. افزایش مقدار تولید رینگ مستلزم عبور سریع فتیلههای تولید شده در مرحله فلایر از غلتک جلو و نیز عبور سریع آن از منطقه مثلث تاب و عبور راحت و روان نخ از بین شکاف و عینکی جهت پیچش نخ برروی دوک می باشد. دستیابی به این مسائل مستلزم افزایش سرعت غلتکهای کشش، افزایش سرعت میله دوک و نیز شیطانک و بالن تولیدی می باشد. از طرفی غلتکهای کشش ماشین رینگ، مخصوصاً غلتکهای ناحیه جلو به علت طویل بودن در سرعتهای بالا دچار ارتعاشات مداوم و ناخواسته میشوند و در نتیجه تأثیر منفی بر کشش و کیفیت نخ میگذارند و نهایتاً باعث خرابی کلیه قطعات منطقه کشش میشوند. برای پیشگیری از چنین خساراتی، دقت عمل زیادی در طراحی و ساخت شافتها انجام میشود و از مواد اولیه ویژهای استفاده مینمایند. این الزام و ضرورتها هزینه ماشینسازی و همچنین حفظ و نگهداری ماشین را چندین برابر مینماید.
سیستم Ring
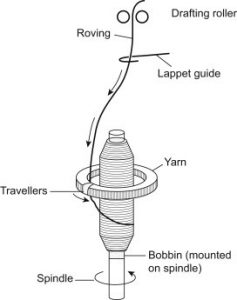
بنابراین روشهای تولید دیگری مورد بررسی قرارگرفت و در سال 1970 میلادی اپناند (چرخانه) استفاده شد در این روش دسته الیاف به وسیله زننده از تغذیه جدا شده و سپس در اثر جریان هوا و نیروی گریز از مرکز در شیار چرخانه جمعآوری و بواسطه فعالیت ریسندگی روتور با یکدیگر پیچانده میشود و نخ به صورت پیوسته از مرکز روتور استخراج میشود. نرخ تولید شده در ریسندگی چرخانه، 6 الی 8 برابر رینگ است چون ماشینها بصورت مستقیم توسط فتیله تغذیه میشوند و نخ بر روی بستههای آماده برای استفاده در پارچه پیچانده میشود.
سیستم Open end
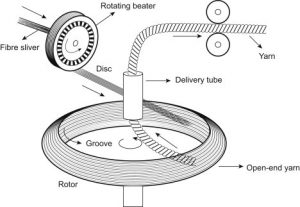
درسال 1980 روش جدیدی به نام ریسندگی ورتکس (جت هوا) شناخته شد که توانست موفقیت تجاری خوبی کسب کند. در واقع حضور سیستم ریسندگی ورتکس باعث شد بخشی از بازار ریسندگی الیاف استیپل که چرخانه در آن قسمت به دلیل تکنیکی و اقتصادی موفق نبود توسط ریسندگی ورتکس تکمیل شود. در این سیستم رشته الیاف کشیده شده پس از ناحیه کشش از دو جت هوا عبور میکند و رشته الیاف توسط جریان هوای موجود در جتها در جهت s یا z به دوران در می آید.
طریقه قرار گیری دو جت نسبت به یکدیگر به گونه ای است که جریان هوای دوار داخل هر یک از نازلها خلاف جریان دیگری است.
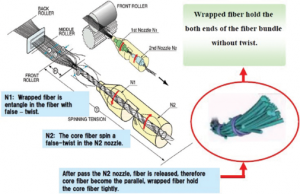
سیستم vortex
نوع الیاف مصرفی و کشش (تغییرات طولی کم الیاف) در سیستم ورتکس بسیار تاثیرگذار است به عبارت دیگر ریسندگی اپناند برای نمرات نخ متوسط تا ضخیم و ریسندگی ورتکس برای نمرات متوسط تا ظریف مناسب است.
طبق مقایسههای انجام شده به دلیل اختلاف ساختمانی نخ رینگ و ورتکس، استحکام نخ ورتکس کمتر از نخ رینگ میباشد به طورمثال برای نخ پنبه استحکام نخ ورتکس 55 تا 60 درصد استحکام نخ رینگ مشابه است. هرچه نخهای ورتکس ظریفتر گردد ازدیاد طول تا حد پارگی نخها کمتر از نخهای رینگ مشابه بوده و این اختلاف به 15 درصد می رسد و برای نخهای
پلیاسترپنبه به 21 درصد میرسد و ضمنا کار تا حد پارگی برای نخهای ورتکس کمتر از نخ های رینگ مشابه است که علت آن این است که الیاف کمربندی در زاویه تاب ممانعت مینمایند. از طرف دیگر میزان نایکنواختی و عیوب نخ ورتکس در مقایسه با نخ رینگ مشابه کمتر است. طبق تحقیقات انجام شده میزان کاهش نایکنواختی 20 تا 25 درصد و میزان کاهش عیوب تا 30 درصد کمتر از نخ رینگ مشابه بوده و هرچه نخ ضخیمتر شود این اختلاف کمتر خواهد شد. میزان حلقه خوردن (snarl) نخهای ورتکس کمتر از نخ رینگ مشابه است. ولی نخهای تولید شده در سیستم ورتکس قدرت پوشانندگی کمتر، ساختمان نخ متغیرتر و تاب نایکنواختتری دارند.
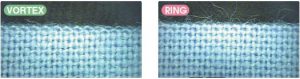
مقاومت در برابر خمش و سایش نخ ورتکس بیشتر از نخ رینگ مشابه بوده و همانطور که در شکلهای زیر مشاهده میشود pilling یا میزان پرزدهی نخ ورتکس کمتر از رینگ و اپناند بوده که موجب افزایش مقاومت پارچه تولیدی در برابر سایش میشود.

مقایسه مقاومت در برابر سایش در منسوج تولیدی
در شکلهای زیر مقایسه دقیقتری در مورد میزان پرزدهی برای نخهای تولیدی در سیستمهای رینگ، اپناند و ورتکس انجام شده است.

مقایسه نخ ورتکس، رینگ و اپناند از نظر میزان پرزدهی
مقایسه میزان پرزدهی منسوجات بدست آمده از نخ ورتکس و رینگ
در یک مقایسه دیگر میزان ثبات شستشویی نخهای رینگ، اپناند و ورتکس مورد بررسی قرار گرفت هرچه خوابِ موجود بر روی سطح نخ بیشتر باشد، میزان پرزریزی نخ کمتر شده و برای منسوجاتی مانند حوله مناسبتر خواهد بود.

شکل 2مقایسه ثبات شستشویی منسوجات حاصل از نخ ورتکس، رینگ و اپناند
مطالب مرتبط:
سایت ایران یارن مفتخر است که یاری دهنده شما در امر خرید و فروش نخ و الیاف و سایر منسوجات باشد.
جهت کسب اطلاعات بیشتر و جدیدترین قیمت های نخ و الیاف با ما در ارتباط باشید.









2 دیدگاه برای “بررسی نخهای تولید شده در سیستمهای رینگ، ورتکس و اپناند ”
عاشق این وبسایت شدم من.عالی هستید شما
ممون از توجه شما دوست عزیز 🙂