فرآیند ریسندگی الیاف را می توان از منظر طول الیاف مورد استفاده به دو دسته تقسیم کرد:
- سیستم ریسندگی الیاف بلند (برای الیافی با طول بیش از 10 سانتی متر مانند الیاف پشم)
- سیستم ریسندگی الیاف کوتاه (برای الیافی با طول کمتراز 6 سانتی متر مانند الیاف پنبه)
پنبه مهمترین لیف مورد استفاده در سیستم ریسندگی الیاف کوتاه است. ریسندگی الیاف کوتاه را می توان به صورت سیستم پنبه 100%، مخلوط پنبه-الیاف مصنوعی و الیاف مصنوعی 100% انجام داد. هر سه این سیستم ها ماشین آلات یکسانی دارند اما در برخی قطعات و فاصله ی بین اجزاء با هم تفاوت هایی دارند.
در عملیات ریسندگی الیاف کوتاه، طول الیاف، استحکام آن ها، ظرافت الیاف و میزان ضایعات همراه آن ها از جمله پارامترهای موثر در فرآیند تولید است.
مراحل مختلف ریسندگی الیاف کوتاه معمولا شامل موارد زیر است:
- حلاجی (BLOWROOM) جهت باز کردن و تمییز کردن الیاف و مخلوط کردن آن ها

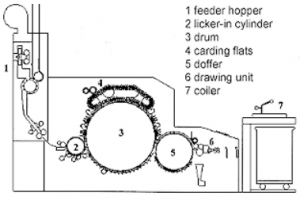
- کاردینگ (CARDING) جهت مخلوط کردن، یکنواخت کردن، جداسازی نپ ها و یک راستا قرار دادن الیاف و تولید فتیله. در این مرحله آلودگی های جدانشده از مرحله ی حلاجی نیز گرفته می شوند. از قسمت های اصلی این دستگاه می توان به قسمت تغذیه (Feeder)، تیکرین (Taker-in)، سیلندر اصلی (Main Sylinder)، کلاهک (Flat)، دافر (Doffer)، کالندر (calender) و کویلر (Coiler) اشاره کرد.
- کشش (DROW FRAME) جهت مخلوط کردن و موازی کردن الیاف از چندلاکنی استفاده می شود.

- شانه زنی (COMBING) جهت جداسازی الیاف کوتاه و موازی سازی بیشتر است و محصول آن بالشچه نام دارد. بالشچه لایه ای از الیاف است که از کنار هم قرارگیری چند فتیله تهیه میشود.